产品的质量是以产品的工作性能、使用效果和寿命等综合指标来评定的。为了保证产品的质量, 对产品提出了若干项工艺装配要求, 这些装配要求应当在装配过程中予以保证。介绍螺栓紧固件和某些常用液压元件的装配方法和装配时的注意事项。
一个企业在激烈的同行业竞争中能否立于不败之地, 其产品的质量是一个决定性的因素, 当然决定产品质量的因素很多, 从设计、装配到检测等一系列过程都会影响产品的质量。
应该说我国在现阶段对装配的要求并不是很严格, 在很多企业中存在着重设计轻工艺的思想, 产品的设计固然重要, 但是一个产品质量的好坏也跟装配的水平有很大关系。
相信很多人都知道, 我国用纯进口件组装的整机产品与进口的原装整机产品在质量和性能上的差距还是比较大的, 其实问题之一就出在装配这个环节上,而用于指导装配的工艺, 其重要性也就不言自明了。
装配是按规定的技术要求, 将零件或部件进行配合和连接, 使之成为半成品或成品的工艺过程。整机装配是生产过程中的最后一个阶段, 它包括装配、调整、检验和试验等工作, 且产品的最终质量由装配来保证。螺栓的紧固和液压元件的连接是装配工艺技术要求中的两大重点。
1. 螺栓紧固件的装配
机械结构中广泛采用螺纹连接,螺纹连接的质量除受加工精度的影响以外, 还与装配技术有很大的关系。如拧紧螺母的次序不对, 施力不均匀, 将使部件变形而降低装配精度。
对于运动部件上的螺纹连接, 若紧固力不足, 会使连接件的寿命大大缩短, 甚至造成事故。绝大多数螺纹在连接时都要预紧, 目的在于增强连接的刚性、紧密性, 防松及防滑。预紧力的适当控制又是确保螺纹连接质量的关键。
因为螺纹连接的预紧力将对螺纹的总载荷、连接的临界载荷、抵抗横向载荷的能力和接合面的密封性能等产生影响。过大或过小的预紧力都是有害的, 所以预紧力的大小、准确度都十分重要。
因此对于重要的螺纹连接, 必须规定预紧力的大小, 对于中小型螺栓常用定转矩法 (用定转矩扳手) 控制预紧力。至于拧紧力矩的问题在此不再说明, 各公司的工艺文件中都有具体的规定和可依据的拧紧力矩表。
以下论述螺栓在装配过程中需要注意的事项:
(1) 在用气动扳手紧固螺栓或螺母时, 一定要保持气动扳手与预紧接合面的垂直角度, 防止打偏。很多车间工人, 都是习惯性地用套筒直接套上就拧紧, 很少注意角度, 这样很容易打偏, 达不到连接面的力学要求。
(2) 紧固螺栓、螺母时, 严禁使用不合适的扳手、套筒。
(3) 严格按照图纸或工艺文件上规定等级的紧固件装配, 原则上不允许用低性能紧固件替代高性能紧固件或高性能紧固件替代低性能紧固件。
车间中一个工位上一般同时存在好几种规格的螺栓, 由于装配节拍比较快, 有时工人很少注意这点, 拿过来就用, 因此一个装配面上经常会出现两种规格螺栓同时存在的现象。
(4) 一般来说, 螺栓、螺钉装配时应该用手拧入2~3个螺距以上, 然后再用扳手或气动工具拧紧。特别是对于液压法兰连接螺栓, 可手动拧入大于2~3个螺距后再用扳手或低速小转矩的气动扳手按照对角原则分两次紧固, 然后用相应规格的扭力扳手至少转30°达到规定力矩。
笔者在车间发现, 个别工人把螺栓插入气动扳手套筒中对准螺孔直接一步到位拧紧, 劳动强度是减少了, 效率也高了, 但这样很容易打偏, 因为气动扳手的力量很大, 即使螺纹旋合不对也会被强力拧入, 这会严重损坏螺栓的力学性能。
(5) 在外螺纹上涂敷螺纹锁固密封剂时, 应涂在自螺纹端部起15 mm的长度范围内。
(6) 成组螺栓、螺母拧紧时, 应根据被连接件的形状和螺栓的分布情况, 按一定顺序分次拧紧 (一般为2~3次) 。长方形布置的成组螺栓或螺母, 拧紧时应从中间开始, 逐渐向两边对称地扩展, 见图1 (a);方形或圆形布置的成组螺栓或螺母, 应对称拧紧, 见图1 (b) 。
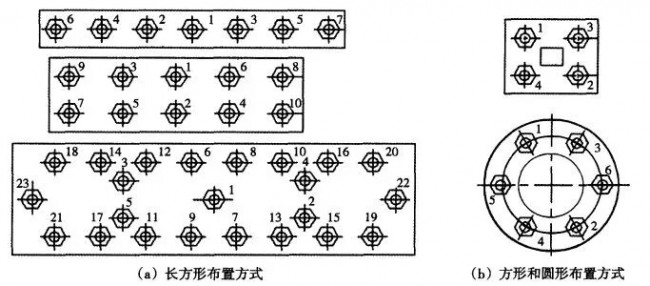
图1 成组螺栓拧紧顺序图
如有定位销, 应从靠近定位销处的螺栓开始拧紧。为了防止先后拧紧的螺栓因预紧力变化过大造成变形, 采用分3次拧紧和反序拧紧的方法。即:
第1次拧紧力矩以50%Ty为准 (Ty为有关技术文件规定的拧紧力矩) , 依序对称拧紧各个螺栓;
第2次以80%Ty为准, 反序对称拧紧各个螺栓;
第3次以100%Ty为准, 再依序对称拧紧各个螺栓。
2. 常用液压件的装配
漏油是工程机械的顽疾之一, 这不仅与设计有很大关系, 液压件装配的不合理也是一个重要因素。
以下是液压件装配过程中应注意的几个问题:
(1) 检查配合面及接头螺纹是否清洁, 用无毛纸或绸料等物擦拭配合面及接头螺纹, 直至达到要求为止。
(2) 在连接面处不允许有电泳漆, 电泳漆的存在会影响装配质量和液压元件的密封性。
(3) 避免在装配过程中对液压元件的磕碰划伤, 结合面处的防护帽在装配时方可取下, 不允许提前去除。
(4) 放置O形圈时, 应擦干净手, 用手将O形圈放入O形槽内, 压平,不允许戴手套放置O形圈, 不允许抹润滑脂。装完后还应仔细检查O形圈与法兰槽的配合情况, 配合不合适的应放在一旁, 不予装配。
因为, 如果O形圈放置的位置不合适, 在紧固过程中就会造成O形圈变形甚至损坏, 使配合面出现压紧力不均匀, 丧失密封性能, 出现漏油现象, 应该说这点以前做的不是很好。不允许抹润滑脂是为了避免污染液压油, 防止液压油变质。
(5) 拧紧接头体时, 不允许使用气扳机, 必须手动将接头拧到底, 再用相应规格的扭力扳手拧紧到规定转矩。但就笔者的观察, 好多工人图方便快捷, 直接用气扳机拧紧, 这是应该避免的。
(6) 装配软管时, 要求软管接头与油口连接后不会由于装配、使用等因素在软管上产生扭曲或转矩, 因此正确的安装顺序是:先拧紧胶管的弯头端, 后拧紧直端;带铰接头的胶管应先拧紧铰接头端。在装配过程中如出现扭曲或转矩, 必须遵从上述原则, 先松开直端, 待拧紧弯头端后, 再紧固另一端。
(7) 装配带O形圈的接头体或带24°锥胶管时, 须在螺纹处和锥面上抹少量与其系统相对应的油, 以增强润滑及密封性。